
PRODUCTS
PRODUCTS










Explore our innovative solutions.
Mechanical
Electrical
Analytical
Instrumentation
Fire Fighting
At Reverie Engineering & Solution LLP, we provide a comprehensive range of high-quality engineering products sourced from trusted global manufacturers. Our product portfolio spans multiple engineering domains - Electrical, Mechanical, Instrumentation, & Analyzers - ensuring that every client receives reliable, efficient, & compliant solutions for their industrial operations.
PRODUCTS
Explore our innovative solutions.
Mechanical
Electrical
Analytical
Instrumentation
Fire Fighting
At Reverie Engineering & Solution LLP, we provide a comprehensive range of high-quality engineering products sourced from trusted global manufacturers. Our product portfolio spans multiple engineering domains - Electrical, Mechanical, Instrumentation, & Analyzers - ensuring that every client receives reliable, efficient, & compliant solutions for their industrial operations.
YOU NAME IT ; WE HAVE IT!


PRODUCTS
PRODUCTS
Manual Valves
Motorized Valves
Motors
Cables
Pipes & Fittings
Analyzers
VFDs










Pipe, Fittings & Fringes

Safety Valves
YOU NAME IT ; WE HAVE IT!


MECHANICAL
Industrial valves for isolation, throttling, flow control, and over-pressure protection in process lines






Valves (Gate, Globe, Ball, Butterfly, Control, Safety Relief)
Mechanical equipment for moving liquids and gases, boosting pressure, and providing reliable process circulation and utility services.
Piping Materials – Pipes, Fittings, Flanges, Gaskets, and Fasteners
Equipment for thermal energy transfer and removal of solids/impurities to protect downstream equipment and maintain process quality.
Pumps, Compressors, & Rotating Equipment


Complete piping components for connecting, routing, and sealing process lines from equipment to field.


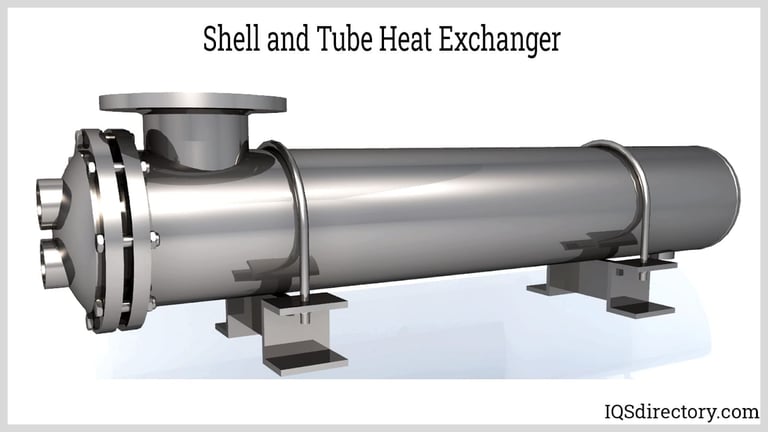
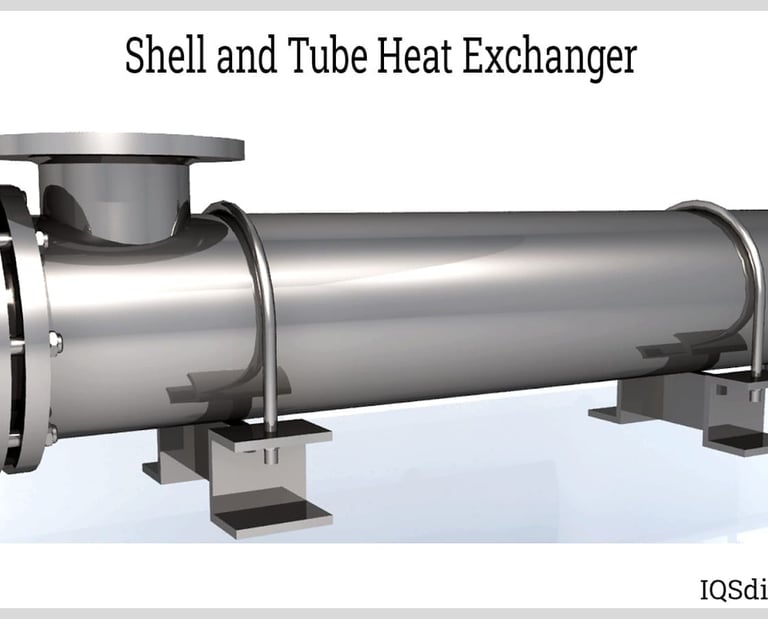


Heat Exchangers, Filters, and Strainers
Mechanical Seals, Bearings, and Couplings
Revere supplies durable and precision-engineered mechanical components that ensure seamless operation in demanding environments.
Applications: Oil & gas, chemical processing, water treatment, and HVAC systems
Heat Exchangers, Filters, and Strainers

Equipment for thermal energy transfer and removal of solids/impurities to protect downstream equipment and maintain process quality.
Critical rotating parts for sealing shafts, supporting loads, and transmitting torque between machines with high reliability.
MECHANICAL
Industrial valves for isolation, throttling, flow control, and over-pressure protection in process lines

Valves (Gate, Globe, Ball, Butterfly, Control, Safety Relief)
Mechanical equipment for moving liquids and gases, boosting pressure, and providing reliable process circulation and utility services.
Piping Materials – Pipes, Fittings, Flanges, Gaskets, and Fasteners
Equipment for thermal energy transfer and removal of solids/impurities to protect downstream equipment and maintain process quality.
Pumps, Compressors, & Rotating Equipment
Complete piping components for connecting, routing, and sealing process lines from equipment to field.
Heat Exchangers, Filters, and Strainers
Mechanical Seals, Bearings, and Couplings
Revere supplies durable and precision-engineered mechanical components that ensure seamless operation in demanding environments.
Applications: Oil & gas, chemical processing, water treatment, and HVAC systems
Equipment for thermal energy transfer and removal of solids/impurities to protect downstream equipment and maintain process quality.
Critical rotating parts for sealing shafts, supporting loads, and transmitting torque between machines with high reliability.
Heat Exchangers, Filters, and Strainers
VFDs & Soft Starters

ELECTRICAL
VFDs for precise motor speed control; soft starters for smooth start-up with reduced inrush current.



Power Distribution Panels
Central units for power incoming, distribution, motor starting/protection, & process automation control.
Switchgears, Circuit Breakers & Contactors
Cables, Cables Trays







Cable Trays
Glands & Accessories
Transformers & UPS Systems
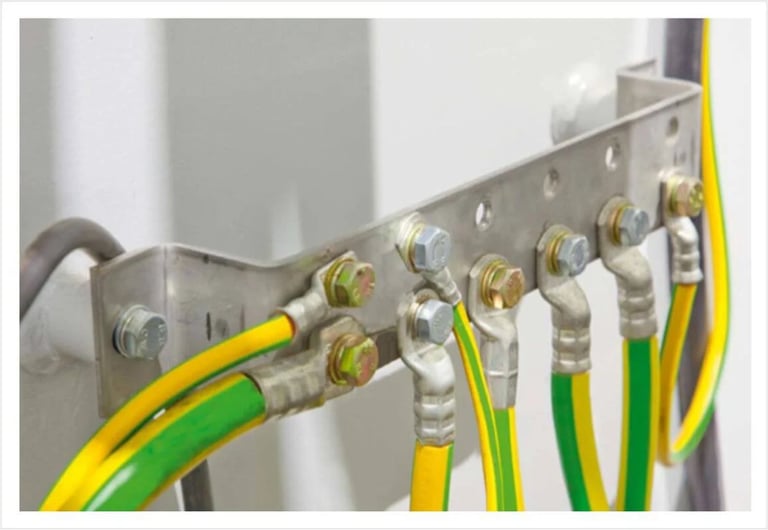
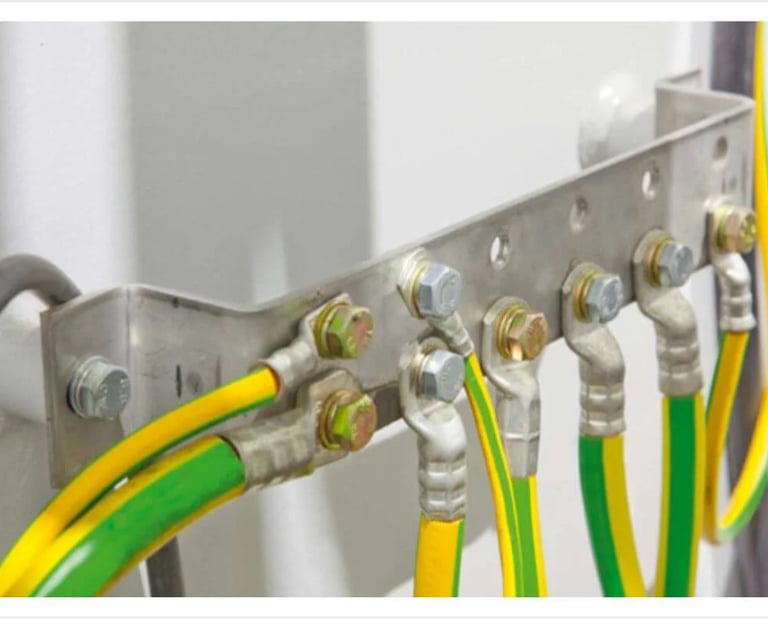
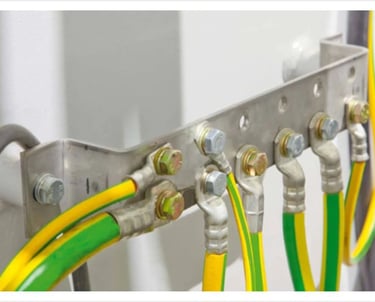
Earthing & Lightning Protection Systems



We deliver world-class electrical products designed for performance, safety, and long-term reliability across various industrial sectors.
Applications: Power plants, refineries, manufacturing units, and infrastructure projects
Protective devices for switching, isolating circuits, and handling overloads/short-circuits in industrial power systems.
Power/control cables with trays, glands for safe routing, support, and termination in harsh environments.
Voltage step-up/down transformers and battery-backed UPS for stable power to critical equipment.
Grounding grids and surge arresters to safely dissipate faults and lightning strikes.
Power/control cables with trays, glands for safe routing, support, and termination in harsh environments.
Cable glands secure cables entering enclosures, providing strain relief, environmental sealing (IP68/IP69K), and armour termination for industrial applications.
VFDs & Soft Starters
ELECTRICAL
VFDs for precise motor speed control; soft starters for smooth start-up with reduced inrush current.
Power Distribution Panels
Central units for power incoming, distribution, motor starting/protection, & process automation control.
Switchgears, Circuit Breakers & Contactors
Cables, Cables Trays
Cable Trays
Glands & Accessories
Transformers & UPS Systems
Earthing & Lightning Protection Systems
We deliver world-class electrical products designed for performance, safety, and long-term reliability across various industrial sectors.
Applications: Power plants, refineries, manufacturing units, and infrastructure projects
Protective devices for switching, isolating circuits, and handling overloads/short-circuits in industrial power systems.
Power/control cables with trays, glands for safe routing, support, and termination in harsh environments.
Voltage step-up/down transformers and battery-backed UPS for stable power to critical equipment.
Grounding grids and surge arresters to safely dissipate faults and lightning strikes.
Power/control cables with trays, glands for safe routing, support, and termination in harsh environments.
Cable glands secure cables entering enclosures, providing strain relief, environmental sealing (IP68/IP69K), and armour termination for industrial applications.

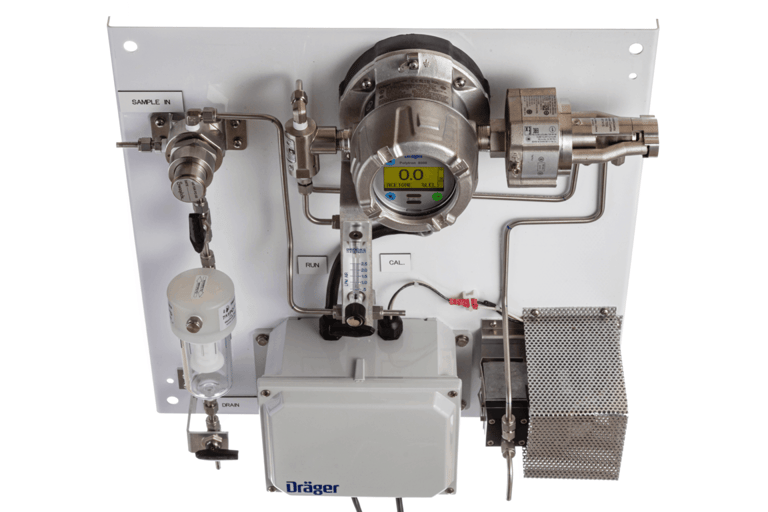
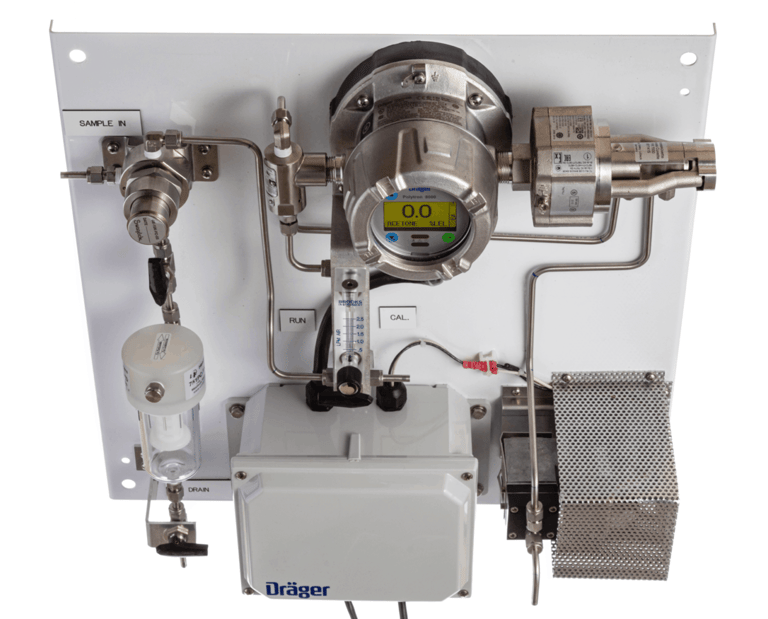
Measure concentrations of gases like oxygen, carbon dioxide, sulfur dioxide, nitrogen oxides, and hydrogen sulfide in process streams for safety compliance.



Chromatographs and Spectrometers



Continuous Emission Monitoring Systems (CEMS)
Portable and Online Analytical Instruments
Sampling Systems and Conditioning Units
ANALYTICAL
Gas & Liquid Analyzers
pH, Conductivity, & Dissolved Oxygen Analyzers
Revere provides advanced analytical solutions to help industries maintain optimal process conditions, ensure product quality, and meet environmental compliance standards.
Applications: Refineries, petrochemical plants, water treatment, and environmental monitoring.


Monitor water quality parameters including acidity, ionic content, and oxygen levels in liquids for process control and treatment
Separate and identify gas/liquid components via chromatography; spectrometers analyze composition using light absorption/emission for precise multi-parameter detection.
Integrated systems tracking stack emissions (SO₂, NOx, CO, particulates) continuously for regulatory compliance and combustion optimization.
Handheld or fixed online analyzers for real-time, on-site gas/liquid measurements in field or plant operations.
Extract, filter, cool, and condition process samples to ensure accurate, interference-free delivery to analyzers.
Measure concentrations of gases like oxygen, carbon dioxide, sulfur dioxide, nitrogen oxides, and hydrogen sulfide in process streams for safety compliance.
Chromatographs and Spectrometers
Continuous Emission Monitoring Systems (CEMS)
Portable and Online Analytical Instruments
Sampling Systems and Conditioning Units
ANALYTICAL
Gas & Liquid Analyzers
pH, Conductivity, & Dissolved Oxygen Analyzers
Revere provides advanced analytical solutions to help industries maintain optimal process conditions, ensure product quality, and meet environmental compliance standards.
Applications: Refineries, petrochemical plants, water treatment, and environmental monitoring.
Monitor water quality parameters including acidity, ionic content, and oxygen levels in liquids for process control and treatment
Separate and identify gas/liquid components via chromatography; spectrometers analyze composition using light absorption/emission for precise multi-parameter detection.
Integrated systems tracking stack emissions (SO₂, NOx, CO, particulates) continuously for regulatory compliance and combustion optimization.
Handheld or fixed online analyzers for real-time, on-site gas/liquid measurements in field or plant operations.
Extract, filter, cool, and condition process samples to ensure accurate, interference-free delivery to analyzers.
INSTRUMENTATION






Analytical & Electrical
Pressure, Temperature, Level & Flow Instruments





We offer a wide selection of high-performance instrumentation products for accurate measurement, monitoring, and control of process parameters.
Applications: Process automation, energy management, and industrial monitoring systems.
Transmitters, Sensors, & Gauges
Control Valves and Positioners

Signal Converters, Isolators, and Indicators
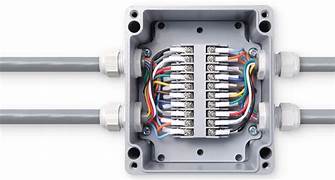
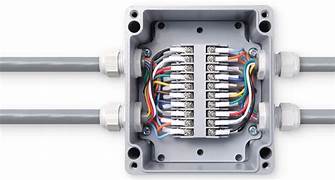
Junction Boxes and Enclosures
Instrument Fittings, Tubing, and Accessories
Measure process variables using gauges, transmitters, and sensors for real-time monitoring of pressure, heat, liquid levels, and fluid rates in industrial plants.
Convert physical parameters into 4-20mA/HART signals (transmitters/sensors) or local analog/digital displays (gauges) for control systems integration.
Automated valves with pneumatic/electric actuators and positioners for precise flow/pressure regulation based on controller signals.
Transform, isolate, and display analog/digital signals to prevent noise, match protocols, and provide local readouts.
Weatherproof/IP-rated housings protect field wiring connections and instruments from harsh environments and corrosion.
Impulse lines, manifolds, valves, and fittings ensure leak-free, accurate signal transmission from process to instruments.ovisinc
INSTRUMENTATION
Analytical & Electrical
Pressure, Temperature, Level & Flow Instruments
We offer a wide selection of high-performance instrumentation products for accurate measurement, monitoring, and control of process parameters.
Applications: Process automation, energy management, and industrial monitoring systems.
Transmitters, Sensors, & Gauges
Control Valves and Positioners
Signal Converters, Isolators, and Indicators
Junction Boxes and Enclosures
Instrument Fittings, Tubing, and Accessories
Measure process variables using gauges, transmitters, and sensors for real-time monitoring of pressure, heat, liquid levels, and fluid rates in industrial plants.
Convert physical parameters into 4-20mA/HART signals (transmitters/sensors) or local analog/digital displays (gauges) for control systems integration.
Automated valves with pneumatic/electric actuators and positioners for precise flow/pressure regulation based on controller signals.
Transform, isolate, and display analog/digital signals to prevent noise, match protocols, and provide local readouts.
Weatherproof/IP-rated housings protect field wiring connections and instruments from harsh environments and corrosion.
Impulse lines, manifolds, valves, and fittings ensure leak-free, accurate signal transmission from process to instruments.
Fire Detection Systems (Conventional & Addressable)

FIRE & GAS SYSTEMS
Conventional systems use zones for basic fire alarms; addressable panels identify exact detector locations for faster response in buildings and plants.



Gas Detection Systems
Flame, Heat & Smoke Detectors
Fire Alarm Control Panels (FACP)






Deluge, Sprinkler, & Foam Suppression Systems
Firefighting Equipment & Accessories (Hydrants, Hose Reels, Extinguishers)
Emergency Shutdown (ESD) & Safety Integrations Systems
Fire Cables, Junction Boxes, & Safety Enclosures
Protecting people, assets, and environments through advanced Fire & Gas Detection, Suppression, and Safety Systems.
Applications: Oil & gas facilities, power plants, industrial complexes, and commercial infrastructure



Fixed sensors continuously monitor toxic/combustible gases; portable units provide on-demand detection for maintenance and confined spaces.
Flame detectors sense UV/IR radiation; heat detectors trigger on temperature rise; smoke detectors identify particles for early fire warning.
Central hubs that receive signals from detectors, process alarms, and activate notifications/suppression for integrated fire safety.
Deluge floods high-risk areas; sprinklers activate individually; foam smothers flammable liquid fires effectively.
Manual tools like hydrants, reels, and ABC/CO2 extinguishers for immediate fire suppression by personnel.
Automate plant shutdowns on fire/gas detection, integrating with PLCs and safety instrumented systems for risk mitigation.
Fire-resistant cables (FR/FRLS) and IP-rated boxes ensure reliable signaling during fires without failure.
Fire Detection Systems (Conventional & Addressable)

FIRE & GAS SYSTEMS
Conventional systems use zones for basic fire alarms; addressable panels identify exact detector locations for faster response in buildings and plants.


Gas Detection Systems
Flame, Heat & Smoke Detectors
Fire Alarm Control Panels (FACP)


Deluge, Sprinkler, & Foam Suppression Systems
Firefighting Equipment & Accessories (Hydrants, Hose Reels, Extinguishers)
Emergency Shutdown (ESD) & Safety Integrations Systems
Fire Cables, Junction Boxes, & Safety Enclosures
Protecting people, assets, and environments through advanced Fire & Gas Detection, Suppression, and Safety Systems.
Applications: Oil & gas facilities, power plants, industrial complexes, and commercial infrastructure


Fixed sensors continuously monitor toxic/combustible gases; portable units provide on-demand detection for maintenance and confined spaces.
Flame detectors sense UV/IR radiation; heat detectors trigger on temperature rise; smoke detectors identify particles for early fire warning.
Central hubs that receive signals from detectors, process alarms, and activate notifications/suppression for integrated fire safety.
Deluge floods high-risk areas; sprinklers activate individually; foam smothers flammable liquid fires effectively.
Manual tools like hydrants, reels, and ABC/CO2 extinguishers for immediate fire suppression by personnel.
Automate plant shutdowns on fire/gas detection, integrating with PLCs and safety instrumented systems for risk mitigation.
Fire-resistant cables (FR/FRLS) and IP-rated boxes ensure reliable signaling during fires without failure.
© 2025 reverieesllp.com All rights reserved.
📍 205, Tower G, JLT
Dubai, United Arab Emirates



📍25 Broadway
New York, NY 10004 USA
📍 New Delhi
Delhi, 110078, India
info@reverieesllp.com
sales@reverieesllp.com



